CONTROLLO RTCP (5 assi) DINAMICO
La funzione RTCP (Rotation Tool Center Point) viene utilizzata nelle lavorazioni a 5 assi permettendo che la punta dell’utensile segua il profilo
programmato indipendentemente dall’orientamento e dalla lunghezza dell’utensile.
Quando la funzione RTCP viene attivata il CNC muove gli assi X-Y-Z per mantenere costante la traiettoria della punta dell’utensile sul pezzo, così
che l’utensile sia sempre perpendicolare al profilo da lavorare e le evoluzioni del pezzo o il tilteggio della testa siano ininfluenti. |
 |
 |
GESTIONE DEL CINEMATISMO E CONFIGURAZIONE MACCHINA
Nelle macchine a 5 assi possono esserci diverse tipologie di cinematismi da controllare: Testa tiltante e tavola girevole, tavola roto-tiltante e
testa verticale, testa roto-tiltante, testa verticale e piano basculante e girevole, inoltre le stesse condizioni con testa orizzontale.
A secondo del cinematismo della macchina, è possibile “settare” il CNC che automaticamente determinerà il ruolo degli assi. |
GESTIONE DEL CINEMATISMO E CONFIGURAZIONE MACCHINA
Nelle macchine a 5 assi possono esserci diverse tipologie di cinematismi da controllare: Testa tiltante e tavola girevole, tavola roto-tiltante e
testa verticale, testa roto-tiltante, testa verticale e piano basculante e girevole, inoltre le stesse condizioni con testa orizzontale.
A secondo del cinematismo della macchina, è possibile “settare” il CNC che automaticamente determinerà il ruolo degli assi.
GESTIONE OTTIMIZZATA DEGLI UTENSILI
Durante le lavorazioni (special modo in quelle che richiedono molto tempo) può esserci la necessità di dover gestire scrupolosamente gli utensili.
Il VSC 1040 DM può gestire la durata dell’utensile,il massimo sforzo ammesso, la gestione nel cambio di utensili “gemelli”.
La tabella utensili include i dati relativi a durata dell’utensile, sforzo massimo ammesso (in %), inoltre dando i dati di velocità di taglio, mm/dente.
Il CNC calcola in automatico la velocità di avanzamento e la velocità mandrino per ottimizzare l’asportazione durante le lavorazioni.
RIPRESA DELLA LAVORAZIONE INTERROTTA
Se per cause naturali o volontarie viene interrotta la lavorazione, è possibile “congelare” le quote al momento dell’interruzione, uscire dal menù di
esecuzione, ripristinare l’utensile o altro, quindi riportarsi nelle vicinanze del punto d’interruzione e riprendere l’esecuzione del ciclo,
senza perdere la posizione di ripartenza e dover eseguire nuovamente il ciclo dal primo blocco di programma.
CICLI DI CALIBRAZIONE E TASTATURA
Tramite una sonda 3D è possibile tastare pezzi in lavorazione per trovare il centro di circonferenze o flange, parallelepipedi, angoli, piani
obliqui etc. il CNC ha dei menù dedicati per l’utilizzo di queste funzioni.
I cicli di tastatura possono essere attivi anche in programmi ISO e le quote ricavate essere utilizzate per sostituire (automaticamente)
le origini dei programmi in esecuzione.
Una speciale funzione permette di auto-allineare i pezzi al piano ortogonale della macchina qualora non siano orientati correttamente.
Altri menù vengono utilizzati unitamente a presetting per la calibrazione degli utensili (utilizzati nella tabella utensili) e cicli di verifica
integrità utensile durante l’esecuzione di programmi. |
 |
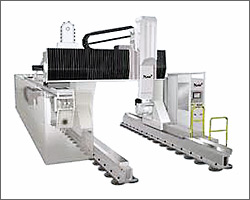 |
GESTIONE ASSI GANTRY
Alcune macchine es. fresatrici o centri di lavorazione a portale, plotter etc.
Utilizzano 2 motori per muovere lo stesso asse. Il movimento relativo ai due motori e relativi sistemi di misura (encoder o trasduttori) deve
essere sincronizzato . Il CNC ha questa funzione che permette di gestire e parametrizzare singolarmente i due assi che vengono poi utilizzati
come se fossero un unico asse. E’ impostabile anche una soglia di allarme qualora lo scostamento di misura tra i 2 assi superasse una quota
introdotta da parametro. |
|